2356
2356
PIR-001 Polyimide Resin Powder is unfilled polyimide copolymerized by BMI/MDA with modified flexibility and ultra fine particle size: over 800mesh , widely used in resin-bonded grinding wheels of CBN,diamond, abrasive tools, and matrix resin for composite materials, etc.
Note:1.Different polyimide types also available with different structures
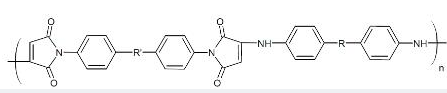
2.BMI/MDA abbr. of bismaleimide/4,4'—methylenedianiline
Base structure:
Packing: carton or drum after sealed by plastic film bag net weight:20kgs/carton Shelf life: 2 Years
Properties(The follows are just examples not read as guaranteed values)
| Visual/Solubility | Fine yellow powder/soluble in DMF,DMAC,etc. |
| Purity% | Over 98.5 |
| Gravity | 1.32g/cm3 |
| Particle size | Over 800mesh/less 20um (customization available) |
| Curing temperature(℃)/Pressure(MPa) | 220-230/30-60 |
| Softening temperature(℃) | 90-120 |
| Martin temperature(℃) | 260 |
| TGA260(℃)24hr/300(℃)24hr | Less 1.5% (mainly moisture loss) |
| Tg(℃) | 330 |
| Tensile strength(MPa) | 113.4 |
| Elongation% | Over 5% |
| Flexural Strength(MPa) | 160 |
| Flexural Modulus(MPa) | 3500 |
| Compressive strength 10% strain (MPa) | 150 |
| Impact Strength unnotched KJ/m² | 65 |
| Surface resistivityΩ | 1 x 1015 |
| Dieletric constant | 3.5 |
Reference work process for polyimide resin powder in grinding wheels
Recommended curing temperature: around 230℃;Recommended heat pressure: 30-60MPa
1. Heat pressure time for different wheel diameter/thickness(for reference)
| Grinding Wheels | Diameter(mm) | <Φ150 and irregular | Φ150-200 | Φ250-400 | ||
| Thickness(mm) | All | <10 | >20 | <25 | >25 | |
| Heat Pressure Time(min.) | 40 | 40 | 60 | 90 | 120 | |
2. Temperature and time for curing process ( for reference)
| Temp.(℃) | 80 | rise | 120 | rise | 160 | rise | 200 | rise | 225 |
| Time(hr.) | 1.0 | 0.5 | 1.0 | 0.5 | 1.0 | 0.5 | 1.0 | 1.0 | 3.0-6.0 |
3.When temperature of mould reaches around 160-170℃,start gas emission for 3-5times. Emission time
depends on real situation of final users. Curing time of above 2 can also be increased or reduced based on
real situation of final users
4.Exact filling proportion is always important in formulation for grinding wheels, Anyway,it relies on end users.
General reference procedures for making abrasive/grinding wheels/instruments of polyimide resin
1.Preparation of the resin:
As polyimide resin are hygroscopic, it has to be predried around 120 °C for a couple of hours before any use.
2.Primer Coating:
The primer solution should be applied thinly to the roughened bonding surface (using a brush) and dried for around 10 hours at 250 °C.
3.Release Agent:
We recommend silicone oil to spray to be applied in a very thin coating on the mould surfaces.
Note: 1.Since polyimide resins are hygroscopic, please predried at 250 °F (120 °C) for a couple of hours before any use
2.All of above information is based on our best knowledge, not read as guarantees. Right reserved for corrections.
3.Please contact us if customization requirements.
Contact information:
Company: WJF Chemicals Co. Ltd. QuZhou (website: www.wjfchemicals.com)
Address: 601 ZhongXing Plaza No. 123 HeHua ZhongLu QuZhou ZheJiang Province China
Email: info@wjfchemicals.com ; jeffeywang@hotmail.com
Tel./Fax: +865703865831 Mob.:+8613059765326(we chat)